

こちらの記事では、生産統制における余力管理について分かりやすく解説します!
こんな方におすすめの記事になっております!
・生産管理部の担当者の方
・中小企業診断士の1次試験受験者の方
今回の内容は、こちらの動画にて10分で学ぶことが可能です。
そもそも生産統制とは?という方はこちらの記事もご確認ください!
それでは、生産統制の重要なポイントの1つである余力管理について事例も踏まえて解説していきます!
生産統制における余力管理とは?
生産統制の中でも、特に『人&設備の負荷と能力』のギャップを是正する目的で用いられる管理手法です。
JIS規格では下記のように定義されています。
各工程又は個々の作業者について、現在の負荷状態と現有能力とを把握し、現在どれだけの余力又は不足があるかを検討し、作業の再配分を行って能力と負荷を均衡させる活動。
備考:余力とは能力と負荷との差である。工数管理ともいう。(JIS Z 8141-4103)
余力管理の重要なポイントは下記です。
『能力』と『負荷』との差を調整する
具体的には、
▪能力:あるタスクに対して、作業者や設備で作業した場合にどのくらい時間がかかるか
▪負荷:一定時間に対して、そのタスクをどれだけ実施させるか
では、どのように能力と負荷を確認していけばよいのでしょうか。
それでは、実際にどのような手法で余力管理を行っていくのかを事例を踏まえて確認してみましょう!
余力管理の事例
マンマシーン分析(連合作業分析)
余力管理の事例として今回はマンマシンチャート(連合作業分析)をご紹介します。
連合作業分析とは、『人と人』、『人と機械』という組み合わせで効率的な稼働を行う為の分析手法です。
今回は人と機械の組み合わせを分析するマンマシーンチャートをご紹介していきます。
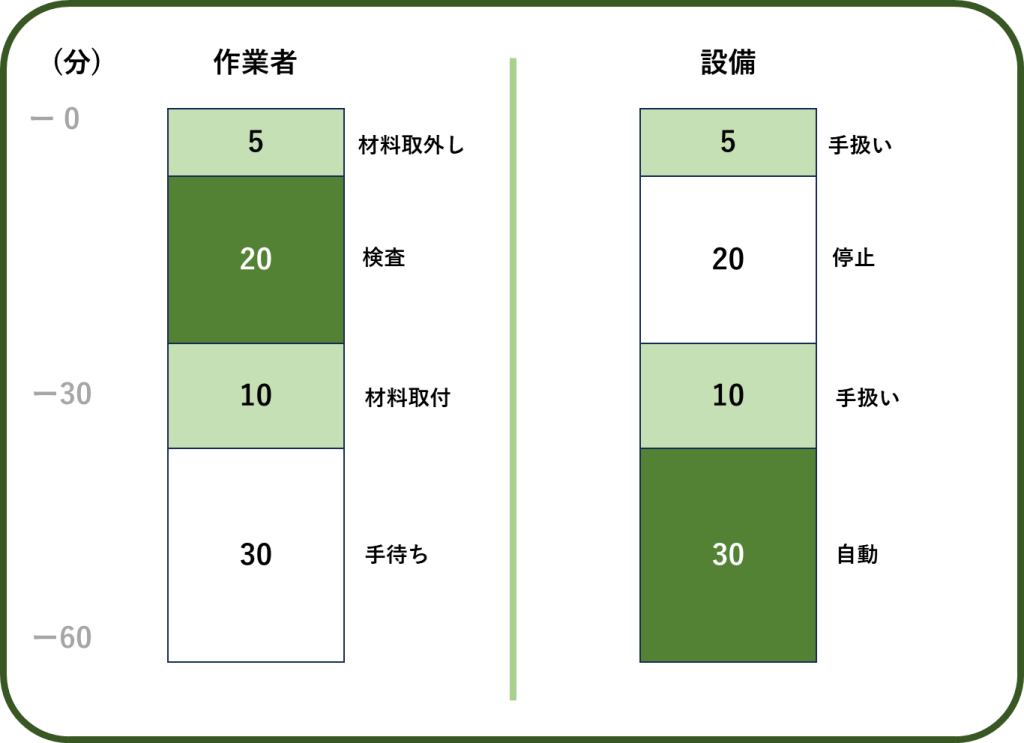
マンマシンチャートの見方としては、作業者と機械がそれぞれどのくらい稼働しているのか?を『停止』や『手待ち』の時間に着目して確認します。
全体時間から『手待ち』や『停止』部分の時間を割り出して、稼働率を算出します。
上記のケースですと、作業者は全体65分間で35分しか稼働しておらず、稼働率は約54%になります。
このように作業者の能力と負荷のバランスを稼働率という指標で確認することで、下記のような余力管理を行うことができます。
・手待ち時間に別作業を行う。
・設備をもう1台増やして、1人で2台を対応する。
また、上記のマンマシーンチャートは、『この作業者は検査を20分で行う』などのように、作業時間を予め分かっているケースになります。
しかし、実際の現場では作業者ごとに作業時間が異なったりしますので、まずはこのようなマンマシーンチャートが作れる材料を揃える必要があります。
具体的には下記2つのような要素を設定する必要があります。
標準時間の設定
1つ目は標準時間の設定です。
今回のマンマシンチャートのケースですと、作業者は下記3つのタスクがありました。
例えば、材料の取り付けや取り外しなどのタスクについて、『〇〇分で実施することが標準時間』と設定します。
では、標準時間とは何でしょうか?
JIS規格では下記のように定義されています。
簡単に言うと、『経験のある作業者が焦りすぎず、ダラダラしすぎずに実施した際にかかる作業時間』です。
先ほどの3つのタスクのそれぞれについて標準時間を設定することで、マンマシーンチャートを作成できるようになります。
また、実際に標準時間を設定する際には、上記対象者に複数回タイム計測を実施して平均値などを取ると良いでしょう。
スキルマップの作成
続いて、2つ目はスキルマップの作成です。
標準時間を設定できたら、続いては各作業者の能力を正確に把握していく必要があります。
どうしても新人作業者とベテラン作業者では作業時間に差が出てしまいます。
もし、先ほどの標準時間を全作業者に適応してしまうと新人作業者は辛いです。
そのため、各作業者のスキルマップを作成して、能力を適切に把握してあげる必要があります。
また、生産管理部として生産計画やマンマシーンチャートなどを作成する際に、『その作業者が当該タスクを標準時間に対してどのくらいのスピードで出来るのか』を把握できていないと、毎回計画と実績にギャップが生じてしまいます。
そのような事態にならないように、半年に1回くらいのペースで各作業者のスキルや作業スピードを測る機会を設けて、スキルマップをアップデートしていくようにしましょう。
まとめ
今回の記事では生産統制における余力管理について解説しました。
具体的な手法として下記を紹介しました!
マンマシーンチャート(連合作業分析)
①標準時間の設定
②スキルマップの作成
イメージ図を見てもらえば、非常にシンプルな管理手法であることがご理解いただけたのではないでしょうか。
他にも様々な生産管理手法がございますので、是非Setchan製造業ブログで沢山学んでもらえれば幸いです!
今回は以上です。
引き続きSetchan製造業ブログをよろしくお願いします!

コメント